





Asta di elettrodi di grafite di piccolo diametro per forni ad arco elettrici nell'industria dell'acciaio e della fonderia




Parametro tecnico
Grafico 1: Parametro tecnico per elettrodo di grafite di piccolo diametro
| Diametro | Parte | Resistenza | Resistenza alla flessione | Modulo giovane | Densità | CTE | Cenere | |
| Pollice | mm | μΩ·m | MPa | GPa | g/cm3 | ×10-6/℃ | % | |
| 3 | 75 | Elettrodo | 7.5-8.5 | ≥9,0 | ≤9,3 | 1,55-1,64 | ≤2,4 | ≤0,3 |
| Capezzolo | 5.8-6.5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 4 | 100 | Elettrodo | 7.5-8.5 | ≥9,0 | ≤9,3 | 1,55-1,64 | ≤2,4 | ≤0,3 |
| Capezzolo | 5.8-6.5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 6 | 150 | Elettrodo | 7.5-8.5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Capezzolo | 5.8-6.5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 8 | 200 | Elettrodo | 7.5-8.5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Capezzolo | 5.8-6.5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 9 | 225 | Elettrodo | 7.5-8.5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Capezzolo | 5.8-6.5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
| 10 | 250 | Elettrodo | 7.5-8.5 | ≥8,5 | ≤9,3 | 1,55-1,63 | ≤2,4 | ≤0,3 |
| Capezzolo | 5.8-6.5 | ≥16,0 | ≤13,0 | ≥1,74 | ≤2,0 | ≤0,3 | ||
Grafico 2: Capacità di carico di corrente per elettrodi di grafite di piccolo diametro
| Diametro | Carico corrente | Densità di corrente | Diametro | Carico corrente | Densità di corrente | ||
| Pollice | mm | A | Sono2 | Pollice | mm | A | Sono2 |
| 3 | 75 | 1000-1400 | 22-31 | 6 | 150 | 3000-4500 | 16-25 |
| 4 | 100 | 1500-2400 | 19-30 | 8 | 200 | 5000-6900 | 15-21 |
| 5 | 130 | 2200-3400 | 17-26 | 10 | 250 | 7000-10000 | 14-20 |
Vantaggi
1. Trattamento antiossidante per la longevità.
2. Elevata purezza, alta densità, forte stabilità chimica.
3. Elevata precisione di lavorazione, buona finitura superficiale.
4. Elevata resistenza meccanica, bassa resistenza elettrica.
5. Resistente alle crepe e alle scheggiature.
6. Elevata resistenza all'ossidazione e agli shock termici.
Applicazione principale
- Fusione del carburo di calcio
- Produzione di carborundum
- Raffinazione del corindone
- Fusione di metalli rari
- Refrattario vegetale al ferrosilicio
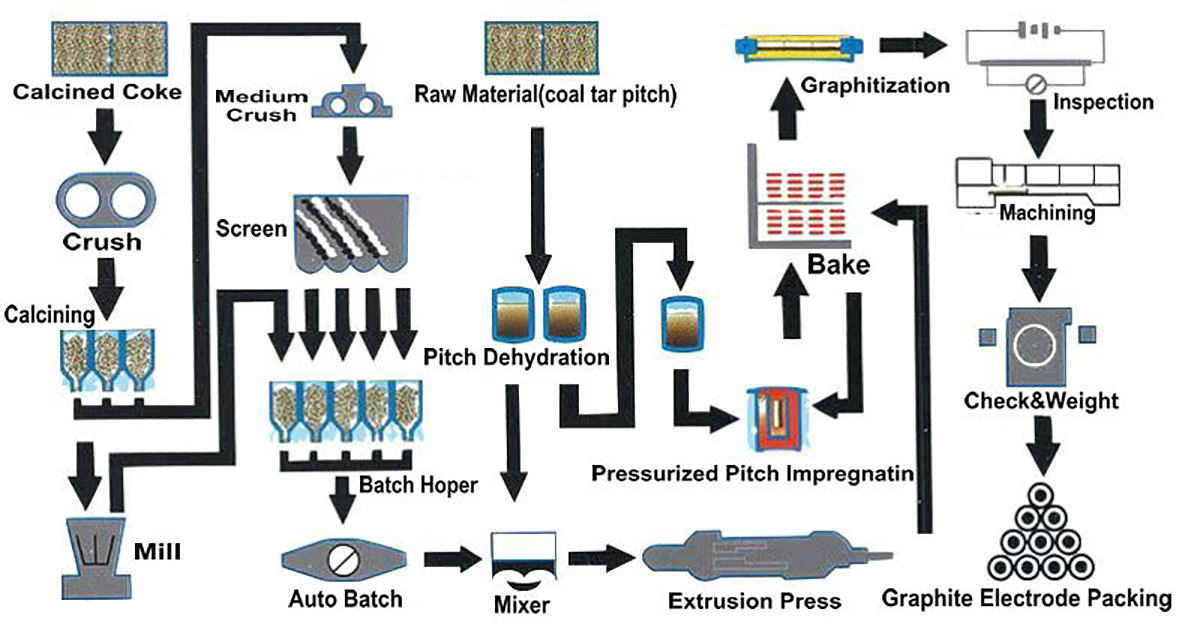
Processo di produzione degli elettrodi di grafite RP
Righello per la qualità della superficie
1. I difetti o i fori non devono superare le due parti sulla superficie dell'elettrodo di grafite e le dimensioni dei difetti o dei fori non devono superare i dati riportati nella tabella riportata di seguito.
2. Non è presente alcuna crepa trasversale sulla superficie dell'elettrodo. Per la crepa longitudinale, la sua lunghezza non deve essere superiore al 5% della circonferenza dell'elettrodo di grafite, la sua larghezza deve essere compresa nell'intervallo 0,3-1,0 mm. I dati della crepa longitudinale inferiori a 0,3 mm dovrebbero essere trascurabile
3. La larghezza dell'area del punto ruvido (nero) sulla superficie dell'elettrodo di grafite non deve essere inferiore a 1/10 della circonferenza dell'elettrodo di grafite e la lunghezza dell'area del punto ruvido (nero) deve essere superiore a 1/3 della lunghezza dell'elettrodo di grafite non è consentito.